Піна для сидіння зазвичай відноситься до поліуретанової піни, яка виготовлена з двокомпонентних матеріалів плюс відповідні добавки та інші дрібні матеріали, які спінюються через форми.Весь виробничий процес ділиться на три процеси: етап підготовки, етап виробництва та етап постобробки.
1. Підготовчий етап – вхідна перевірка + змішування
①Вхідна перевірка матеріалів:
В основному перевірте, чи вміст води та в'язкість поліефіру відповідають вимогам.Цей пункт особливо важливий взимку на півночі.
Безкоштовне пробне виробництво пінопласту також проводиться для вхідних матеріалів, головним чином зважування, щоб перевірити, чи відповідають вони вимогам щодо статусу виробництва.
②Змішування:
Змішування здійснюється за встановленою рецептурою, в даний час використовується автоматичне змішувальне обладнання.Пінопласт для сидінь FAW-Volkswagen поділяється на два типи: композитний матеріал і самозмішувальний матеріал.
Комбінований матеріал:) A+B два змішаних розчину змішуються безпосередньо
Самодозування: змішайте POLY, тобто основний поліефір + POP + добавки, а потім змішайте POLY та ISO

2. Стадія виробництва – циклове виробництво
Як правило, використовується циклічне виробництво, в основному за допомогою кількох процесів, таких як заливка, формування, виймання з форми та очищення форми, а саме:
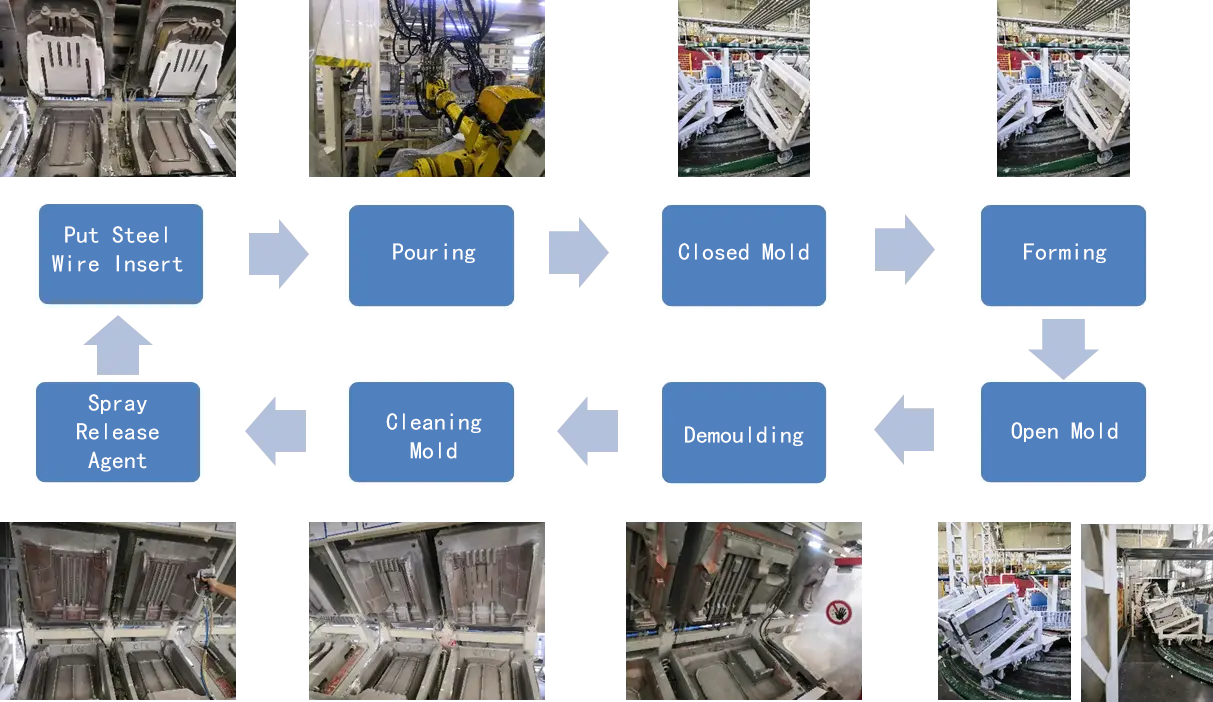
Серед них розлив є ключовим, який в основному виконується розливним маніпулятором.Використовуються різні процедури заливки відповідно до різних позицій піни для сидіння, тобто заливається піна в різних регіонах, а параметри процесу різні (тиск, температура, формула, щільність спінювання, шлях заливки, індекс відгуку).
3. Етап постобробки – включаючи свердління, обрізку, кодування, ремонт, розпилення воску для глушника, старіння та інші процеси
①Отвір – метою відкриття є запобігання деформації виробу та підвищення еластичності.Поділяються на тип вакуумної адсорбції та роликовий тип.
Після того, як піна вийде з форми, необхідно якомога швидше відкрити комірки.Чим коротший час, тим краще, а найдовший час не повинен перевищувати 50 с.
②Поролон для оздоблення країв Через процес виходу цвілі на краю поролону будуть утворюватися деякі пінопластові плями, що вплине на зовнішній вигляд під час покриття сидіння, і їх потрібно видалити вручну.
③Кодування – використовується для відстеження дати виробництва та партії піни.
④Ремонт – під час виробничого процесу або процесу виймання з піни виникають незначні дефекти якості.Як правило, клей використовується для ремонту дефектів.Однак FAW-Volkswagen визначає, що поверхню A ремонтувати не можна, і існують спеціальні стандарти якості, які обмежують ремонтні операції..
⑤Розпиліть звукопоглинальний віск – функція запобігає тертю між піною та рамою сидіння, що створює шум
⑥Старіння – після формування пінопласту з форми піноутворюючий матеріал, як правило, не прореагує повністю, і необхідні мікрореакції.Як правило, піна підвішується в повітрі за допомогою контактної мережі протягом 6-12 годин для затвердіння.

відкриття

Обрізка

після дозрівання
Саме завдяки такому складному процесу піна для сидінь Volkswagen забезпечує чудовий комфорт і захист навколишнього середовища з низьким запахом і низькими викидами.
Час публікації: 15 лютого 2023 р